
Why thread rolling? Thread rolling is a manufacturing process that increases fatigue strength, as well as the durability of parts such as bolts and other threaded fasteners. These small, but vital components need this strength, especially in industries such as Aerospace, where they must consistently undergo incredible stress while holding larger parts together.
Thread rolling–an overview of the basics
Thread Rolling is a forming process, where material is pressed between dies. Precision machined metal blanks are squeezed between the dies. These dies act as molds and are designed and manufactured to mirror the shape of the desired part. As the exterior shape of the metal blank is formed into threads, the interior structure within is also improved.
All metal has an internal grain structure, as you can see in the image below. Before thread rolling occurs, the grain structure is all going in the same direction, which you can see on the left side of the diagram. These parallel lines or planes can easily slip past each other if force is applied in the right direction. When the threads are cut into the metal blanks, as seen on that left image, that grain structure doesn’t change.

When threads are rolled, as you can see in the right side of the diagram, the grain structure is improved. Those parallel lines are squeezed and diverted during the rolling process. The grain structure is most compressed in the root of the thread, the point where the diameter is smallest.

When threads are cut, the grain structure isn’t compressed, and the grain flow is not improved. This means that if enough force is applied to the cut threads in the right direction, it will easily break. Think of it like a log of wood–it’s a lot easier to split a log in half when it’s cut along the grain, the length of the log. That same principle of ‘cutting against the grain’ is why thread rolling makes these components more durable.
In thread rolling, the grain flow is compacted, especially in the roots of the thread, due to the force applied to the material as it’s squeezed into the dies. As you can see in the right half of the diagram, the grain structure within the material is compressed, changing their direction. Because of that change in grain flow, there’s little to no way to ‘cut against’ the grain. That makes thread-rolled metal much more difficult to break in the long run.
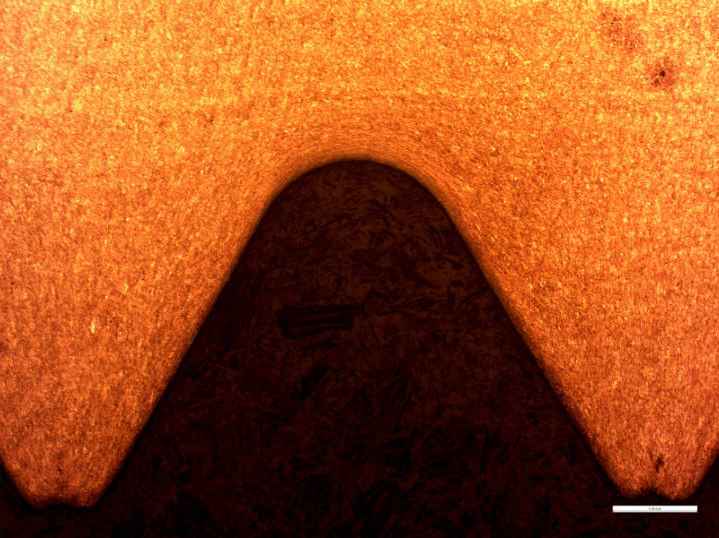
You can see some real life examples here. The image on the left shows the grain structure of a cut thread, while the image on the right shows the grain structure of a rolled thread. You can clearly see the compression of rolled threads compared to the cut threads in these images.

Why thread rolling is so beneficial.
The main benefit of rolled threads over other types of threads is that the process increases the material’s fracture toughness, or its resistance to breakage. Rolled threads also have increased resistance to fatigue.
The fatigue strength of a threaded part refers to how often it can undergo large amounts of repetitive force. Think of bolts in an aircraft’s landing gear–they must consistently undergo large amounts of stress before being relaxed once landing is complete. Since that force is concentrated at the thread root (the smallest diameter of the threaded part), it’s important that the threads be rolled. Cut threads don’t have nearly as much fatigue strength as rolled threads.
There are also several other benefits to using parts that have been thread rolled for your products. Thread rolling leaves parts with a clean surface finish, often foregoing the need for any finishing operations and leading to consistent and repeatable torque. Rolled threads also last much longer than cut threads, and as a result, have a longer replacement time saving you both time and money. That’s a big reason why thread rolling is especially popular for aircraft–using them greatly reduces maintenance costs and downtime.
For more information on why thread rolling might be of benefit to you, check out our YouTube channel!